The Kounpee Trench Pump
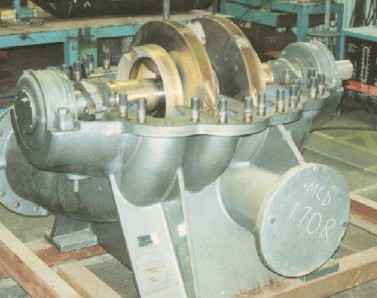
Super Titan Pump being refurbished in Dunwich Wksp prior
to being used to pump Kounpee Trench Water to the Ponds
After leaving the Army at the end of 1990, my first job as a civilian engineer was that of Engineering Superintendent of Consolidated Rutile's sandmining operation on Stradbroke Island.
I was extremely fortunate that the men and women belonging to the Engineering Department were of a very high calibre and were very friendly towards me. I have nothing but fond memories of all of them. (The mining management side was a totally different story. It was full of highly competitive people, all made insecure by an autocratic and intimidating mining manager who had a reputation for going through staff at an alarming rate; particularly Engineering Superintendents!!.)
The Kounpee Trench was a 5km slit that ran parallel to the shoreline at the foot of the sand dunes. Its purpose was to catch the fresh water escaping from the artificial ponds, perched several hundreds of metres above sealevel, in which the concentrators and dredges floated as they mined the sand. The Queensland State Government had imposed water restrictions on the mining operations in order that fresh water could be taken from the island across into Redland Shire to provide for a rapidly expanding suburban sprawl. To keep the mining operations going at full speed, it was necessary to recover as much fresh water as possible and that was the role of the Kounpee Trench. The task of Engineering was to not only create this trench but also to create a sophisticated system of pumps and pipes to return the water back into the ponds in the most economical fashion. As a part of this pumping system, it was necessary that a half Megawatt pump be constructed. Mainland engineering estimated the pump would cost $360,000. Their design involved using a Warman pump with a 70% efficiency.
Instead of following the design suggested by Mainland Engineering, I decided to shop on the second hand market for a high efficiency pump. I found and purchased a Super Titan pump and then, under the skillful watch of Des Gerber and John Flynn, had it reconditioned at the Dunwich Workshop. Because reconditioning pumps was part of the everyday activity of a sandmining operation, the Dunwich workshop was able to carry out this work more efficiently and (I suspect) to a higher quality standard than any other general engineering workshop in Australia.
I found a Brush half-megawatt motor in Melbourne. I came to an arrangement where, as a part of the sale, the motor would be reconditioned with a 5 year guarantee. It was designed to run at 5,000 volts. The switching gear for the motor was found in Rockhampton. It too was reconditioned. The skid, upon which the pump stood and in which the motor and switchgear was housed was found at a dump. It was sandblasted and repainted with epoxy paint such that it looked like a new article. We had some hydraulic variable speed control couplings which we employed to connect the motor to the Super Titan pump. In this manner, we could efficiently vary the speed of the pump to ensure it ran at optimum efficiency for varying flows.(In the past, it had been practice at CRL to simply "throttle off" the pumps to achieve this; a highly energy-wasteful practice.).
All up the pump only cost $110,000 instead of the $360,000 predicted. It had an efficiency of 88%, instead of the 70% the Warman would have produced. This saved around $20,000 per annum in electricity costs. The pump was commissioned in 1992 and operated for 15 years.
